

JX300系列变频器拉丝机应用一
JX600系列变频器在直线拉丝机上的应用
一、前言
在金属制品生产及加工中,直进式拉丝机是常用的一种制造设备,在以前通常都采用电动机组及力矩电机来实现,但其控制的灵活性、自动化程度及能耗上,传统的控制方式越来越不适应行业的发展。随着控制技术和变频调速技术的大量推广,变频控制开始在直进式拉丝机中大量使用,系统并可借助PLC来实现拉丝速度、品种设定、过程闭环控制、定长控制等功能。
直进式拉丝机,是由多台拉伸电机同时对金属丝进行拉伸,作业的效率很高。由于不锈钢金属丝特性比较生脆,且不允许钢丝在模道内打滑,因此容易在拉伸的过程中拉断,故严格要求金属丝在各级模道中线速度同步,这样,对各级电机的同步控制性能、速度稳态精度以及电机的动态响应的快慢都有较高的要求。
随着变频技术的快速发展,变频器在拉丝机上的应用也越来越广泛。作为专业生产高性能变频器的嘉信电气新开发的JX600系列变频器,在拉丝机上得到了成功的应用。实践证明,通过一系列的技术和电控措施,大大提高了拉丝机的同步精度,提高了拉丝机的生产效率,降低了拉丝的生产成本。
二、拉丝机的工作原理
直线式拉丝机组工艺流程如下图所示,较粗的钢丝从放线机放出,经过1#拉丝模后缠绕在1#卷筒上,再依次经过2#至N#拉丝机模及卷筒,后被拉拔成较细的钢丝卷绕再收线机的工字轮上。在两个相邻的卷筒之间设有张力调谐辊,用于调整两卷筒间钢丝的张力,保证钢丝在拉拔时不断丝。由于卷筒间钢丝在拉拔时近似一条直线,故称其为直线式拉丝机组。
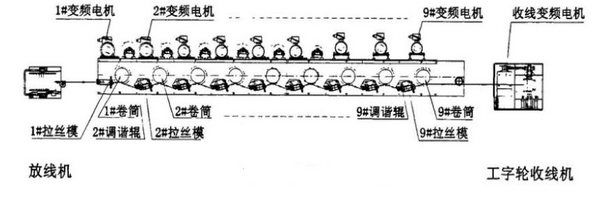
图一 直线式拉丝机组工艺流程
直线式拉丝机组要顺利可靠地高速拉拔,必须要严格保证各丝模出口处钢丝秒流量相等。图二为直线式拉丝机组拉拔示意图,要保证秒流量相等,则必须满足:
S1V1=S2V2……=SnVn
即(1-q1)V1=(1-q2)V2=……=(1-qn)Vn
其中,S1、S2……Sn 为各拉丝模出口处钢丝的截面积;
V1、V2……Vn 为各拉丝机模出口处钢丝的前进速度;
q1、q2……qn 为各拉丝机模的压缩率

图二 直线式拉丝机拉拔示意图
三、拉丝机电控系统组成
本电控系统主要由变频器、PLC、HMI人机友好界面组成。每个卷筒电机采用JX600系列变频器驱动;PLC采用西门子S7-200;采用MODBUS总线;HMI人机友好界面采用昆仑通态12寸液晶触摸屏。
人机界面主要实现工艺参数的设定、监控,通过485与PLC通讯,PLC为该控制系统的核心,通过人机友好界面设定的工艺参数,依据秒流量相等的原则,计算各卷筒变频器的基本速度给定。在两个相邻的卷筒之间设有调整钢丝张力的调谐辊,采用位移传感器检测调谐辊的机械位移,使它输出线性的0-20mA(或0-10V)的电信号,该信号通过MODBUS的过程数据通道进行必要的开环反馈运算与各卷筒变频器的速度基本给定信号合成处理并分配给控制卷筒的各变频器,使各卷筒速度严格保持同步,确保钢丝在低速、高速、加速、减速及稳速区不断丝并顺利拉拔。
四、拉丝机电气控制对变频器的要求
1、要求变频器的启动力矩大。拉丝机属于大惯性设备,在低速时启动电流大,因此要求变频器启动时具有150%转矩,使各卷筒在启动时同步。
2、要求变频器具有较高的转速精度。拉丝机属于高度同步控制系统,在生产过程中,由于钢丝自身材料的粗细不均和模具的磨损,会导致卷筒间张力动态变化,这要求变频器快速并准确响应张力的变化,保持张力恒定。
3、要求变频器通讯功能。在拉丝生产过程中,人机友好界面需要时时读取变频器输出电流、运行频率、输出转矩等参数,现场工人可以根据这些参数判断拉丝生产的运行状况,提高生产效率。
五、JX600系列变频器针对拉丝机的特点
我公司生产的 JX600 系列电流闭环矢量型变频调速器选用了新的功率模块和先进的DSP控制,采用优化的电流矢量控制方式,具有精度高、噪音低、转矩大、性能可靠等特点,适用于三相异步电动机的无级调速。针对上述拉丝机现有的情况,该系列变频器具有以下性能:
1、低速额定转矩输出大,带载能力强,低速时可达到180%的额定转距输出。启动电流平滑,启动电流可控制在额定电流以内。延长了机轴、齿轮、皮带等机械件的使用寿命,减少了维修费用。
2、具有自动节能运行模式,自动调整变频器的输出电压,节能效果可在10%以上。功率因素较高,可达到95%以上。
3、具有转矩提升功功能,加减速时间可调。根据现场拉丝机运行状态调整输出电压,实现小的冲击电流及小的回升电压。
4、具有MODBUS通讯功能,可通过通讯方式控制变频器的启停和运行频率,并读取变频器的运行参数。
5、具有各种完善的保护功能及故障诊断系统,具有过电压、过电流及失速保护等功能,过载能力强,并且可调。
6、使用方便,安装简单。有壁挂式安装和落地式安装,其中落地式安装可直接放置在地面上,不需要任何安装孔及附属装置。柜体表面有启停按钮和调速旋钮,可直接使用;有电压表和电流表显示及运行、故障指示,可实时监视现场电压、电流及拉丝机的工作状态。
因此JX600系列变频器可满足在拉丝机上的电气节能及各种生产工艺要求的需要。
六、拉丝机控制系统功能与性能指标
1、运行平稳,张力臂调整幅度小。线速度可达 200-300米 / 分 (根据机械性能)。
2、在 PLC 控制下,实现由交流变频器对交流异步电机的平滑无级变频调速。采用开关量逻辑组合功能,操作使用灵活、方便。
3、界面采用12寸触摸屏,各种功能直观,简单。
4、各拉丝头可独立启动、停止、调速。各拔丝头可自由组合使用。
5、各头设有低速点动开关,可实现正反方向点动。有正向联动和反向联动功能,退丝联动功能。
6、无启动冲击电流,不会对电网造成负载电压波动。且电流、电压可随时观察。
7、有米数记忆、到数报警、重量计算等计量功能,方便使用。
8、具有过压、欠压、缺相、过载保护等多项功能。
9、短线急停不断线功能,每拉丝头紧急刹车功能。
九、结束语
直线式拉丝机电控系统现已投入使用,其运行情况表明:方案可行,控制稳定可靠,操作方便,达到设计要求,并受到用户好评。
